


BGA的X-Ray检测技术与空洞缺陷定量分析
- 发布时间 2026-03-31
BGA焊点的X-Ray检测
BGA (Ball Grid Array, 球栅阵列) 已成为主流的高密度封装技术,其核心优势在于芯片引脚以圆形或柱状的焊球按阵列形式分布在芯片底部,极大地节省了电路板空间。然而,这一设计也带来了一个致命的品控难题:焊接到电路板上后,焊点完全隐藏不可见,传统的光学检测(AOI)对此无能为力。 为了确保电子产品的绝对可靠性,引入高精度的微焦点X-Ray检测设备,已成为各企业的必然选择。
一、 隐秘的威胁:BGA焊点的常见缺陷与空洞成因
在实际生产中,BGA焊点的常见焊接缺陷包括空洞、虚焊、冷焊、焊点过大以及连锡短路等。其中,空洞(Voiding)缺陷最为常见且隐蔽性极高。
空洞的形成,主要是由于焊料(助焊剂)中的有机物质在回流焊的高温作用下迅速气化,而这些气体被包裹在熔融的液态焊料内部,未能及时逸出便冷却凝固所致。千万不要小看这些微小的气泡,它们会切断焊点内部的金属连续性,从而导致焊点机械强度下降、导热效率降低以及高频电信号传输受阻。在长期运行或震动环境下,空洞极易诱发微裂纹,最终导致产品彻底失效。
二、 严守质量红线:BGA空洞缺陷的行业检测标准
由于物理特性的限制,完全消除空洞是不切实际的。因此,业界标准(如IPC标准)允许焊球内部存在一定尺寸的微小空洞,但对空洞的占比有着极其严格的界定。精准把控空洞率,是决定产品能否出厂的关键:
由此可见,关于BGA焊点空洞缺陷的检测,其核心技术难点与关键就在于——如何高精度地穿透芯片,并准确计算出“空洞面积”与“焊球面积”的精准占比。
三、 透视一切:BGA焊点的无损X射线穿透成像原理
在对BGA封装器件进行高质量检测时,设备内部的X光源会发射出高能射线。射线穿透带有复杂线路和元器件的PCBA电路板后,根据不同材质的密度对射线的吸收率不同,未被吸收的射线会被下方的图像增强器或平板探测器精准接收,并最终转化为灰阶分明的可见光数字图像。
在这里,一项核心的硬件指标决定了检测的能力:X射线源的焦斑尺寸(Focal Spot Size)。焦斑尺寸越小(微米甚至纳米级),射线发射源越接近点光源,所生成的穿透图像边缘就越锐利,检测的几何精度和灵敏度就越高,甚至连头发丝几十分之一大小的微型气泡也无所遁形。
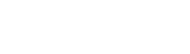
下图展示了采用回流焊工艺焊接的塑封BGA芯片在高端X射线设备下的检测实况。在局部的高清图像中,原本被掩盖在芯片底部的焊球形态展露无遗,焊球内部因排气不畅形成的圆形气泡(空洞)清晰可见,黑白灰度对比极高。
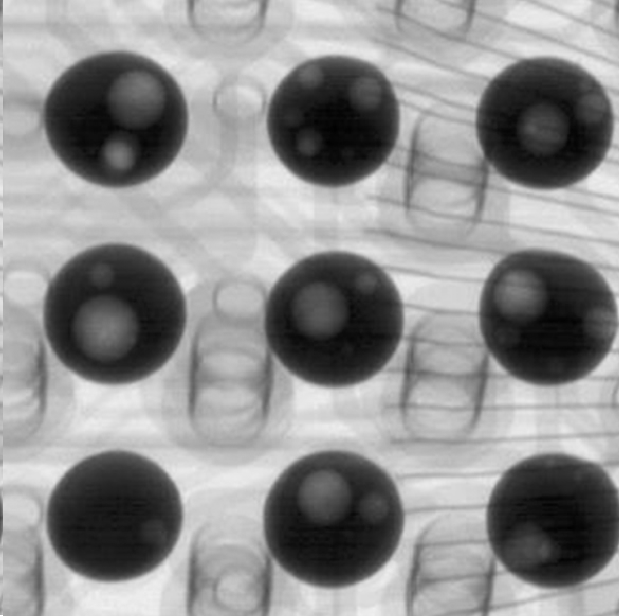
图1:BGA焊点内部清晰可见的气泡(空洞)形态
四、 数据驱动品控:BGA空洞缺陷的智能定量分析
仅仅看到空洞是不够的,现代智能检测更强调数据的量化。专业的检测系统配备了先进的图像处理算法,能够对采集到的BGA图像进行自动化的分割、提取和运算。
以图1中的9个代表性BGA焊点为例,系统首先对其进行目标轮廓识别。如下图所示,每一个BGA焊点都被算法极其精准地完整剥离分割出来,同时,系统利用灰度阈值分析技术,将焊点内部较亮的区域(即射线穿透率高、密度低的空洞缺陷区域)精准提取,并用特殊颜色高亮标识在原始图像上。此外,系统还会按照列方向坐标的先后顺序对焊点进行自动化编号(如1-9),确保无漏检、无错判。
图2:算法自动分割提取的BGA焊点及内部空洞区域标识
在成功提取轮廓后,系统后台便进入像素级的高速运算阶段。分别统计出BGA实体焊点所占的像素总个数以及内部空洞区域的像素个数。基于像素当量,系统即可换算得出“BGA焊点等效总面积”与“空洞等效面积”,最终自动生成并输出精确的面积比(空洞率)数据分析报告。

图3:系统自动计算生成的BGA焊点空洞率量化结果示例
依托先进的X射线透视成像技术结合智能图像算法,我们能够将以往肉眼和常规仪器无法窥探的“盲盒式”BGA焊接质量,转化为清晰可见、数据精准的量化报表。这不仅帮助制造企业快速拦截不合格品流入市场,更能够通过逆向追踪空洞率的变化趋势,指导前端贴片机和回流焊工艺参数的持续优化,从源头上提升良品率,为客户产品的长期可靠运行筑起坚实的品质护城河。